









Automatisierungssysteme können sich unter den verändernden Marktanforderungen für z.B. maßgeschneiderte Medikamente, kurze Produktionskampagnen oder Multiproduktanlagen mit kleinen Chargengrößen als zu unflexibel erweisen. Das neue modulare Automatisierungssystem von ABB bietet die notwendige Flexibilität, da die Modularisierung eine Anpassung der Produktion je nach Bedarf ermöglicht.

Das modulare Automatisierungssystem ist geeignet für Pharma- und Biotechnologiebetriebe, Feinchemikalien sowie für die Lebensmittel- und Getränkeindustrie. Das Unternehmen bietet erstmalig eine Lösung basierend auf dem Konzept der modularen Automatisierung, mit dem intelligente Module automatisiert und orchestriert werden können, zugeschnitten auf die werkspezifischen Produktionserfordernisse. Die neue Lösung erlaubt die nahtlose Integration mit verschiedenen vorhandenen Systemen, wodurch sich die Stillstandszeit bei der Implementierung verkürzt. Weniger Fehlersuche und geringerer Wartungsbedarf bedeuten zudem eine Steigerung der Anlagenlaufzeit.
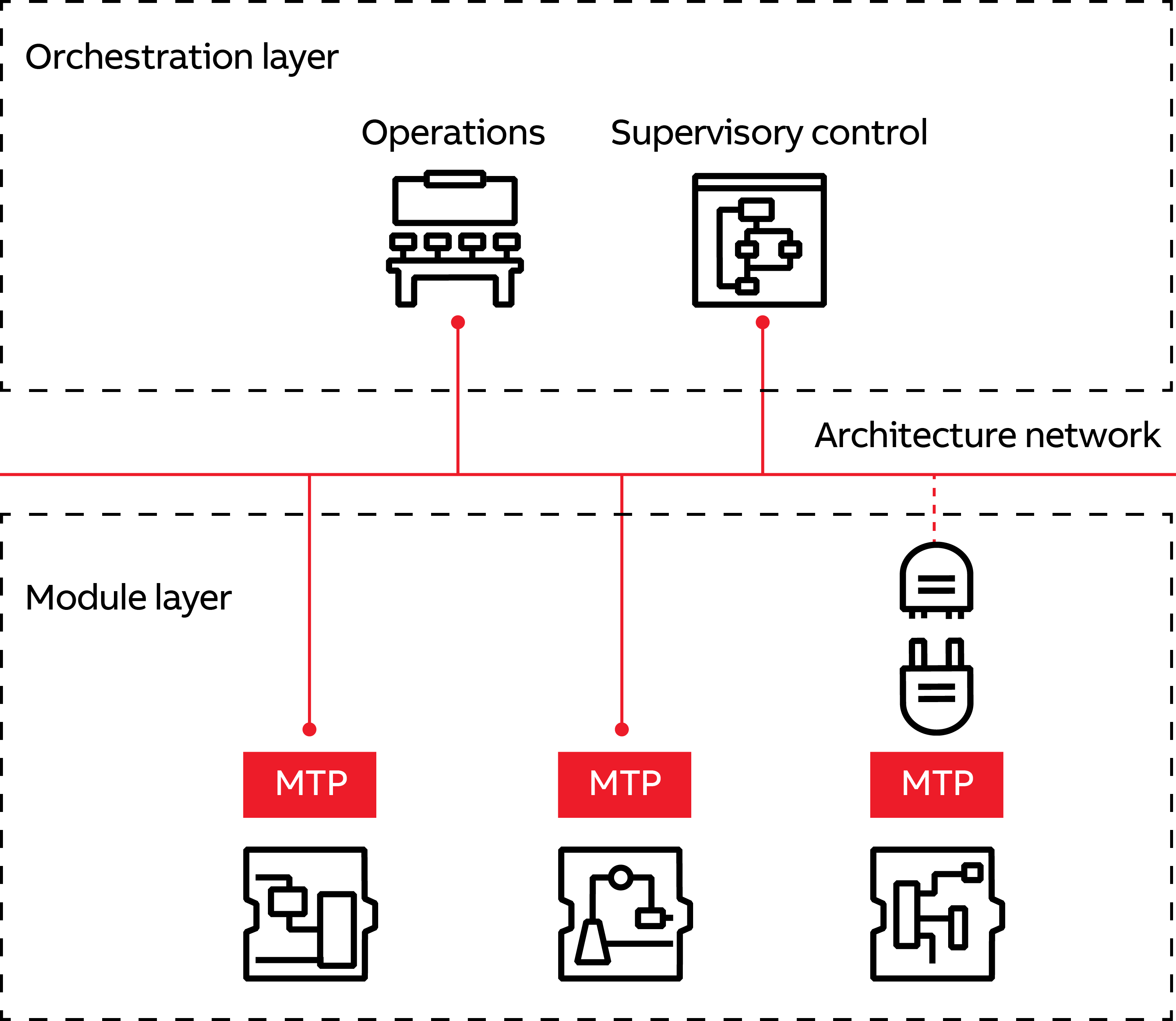
Die Modulebene enthält eine Reihe intelligenter Module, die mit Hilfe einer standardisierten MTP-Technologie integriert werden und die jeweils verschiedene Aspekte abdecken wie Mensch-Maschinen-Schnittstelle (HMI), Prozessüberwachung und ‑steuerung, Verlauf, Diagnose und Archivierung. Die intelligenten Module sind mit Steuerungen der Freelance-Reihe von ABB ausgestattet, die mit der MTP-Technologie arbeiten.
Die Orchestrierungsebene überwacht, steuert und verwaltet den Betrieb der Module. Das ABB Ability System 800xA steuert den Prozess und orchestriert die intelligenten Module. Es ermöglicht zudem ihre schnelle und flexible Integration.
Die HMI-Funktionalität von System 800xA bietet hohe Bedieneffizienz und erlaubt den schnellen Zugriff auf Daten für schnelle und intuitive Entscheidungen. Um die Batchproduktion zu verbessern, können Batchmanagement-Anwendungen genutzt werden. Ein effizientes Alarmmanagement sowie ein großer und sicherer Prozessdatenspeicher sind ebenfalls verfügbar.

